കോട്ടിംഗ് മെറ്റീരിയലുകളുടെ ഉദ്ദേശ്യം
ഉരുക്ക് പൈപ്പുകളുടെ പുറംഭാഗം പൂശുന്നത് തുരുമ്പെടുക്കുന്നത് തടയാൻ നിർണായകമാണ്. ഉരുക്ക് പൈപ്പുകളുടെ ഉപരിതലത്തിൽ തുരുമ്പെടുക്കുന്നത് അവയുടെ പ്രവർത്തനക്ഷമത, ഗുണനിലവാരം, ദൃശ്യപരത എന്നിവയെ സാരമായി ബാധിക്കും. അതിനാൽ, ഉരുക്ക് പൈപ്പ് ഉൽപ്പന്നങ്ങളുടെ മൊത്തത്തിലുള്ള ഗുണനിലവാരത്തിൽ കോട്ടിംഗ് പ്രക്രിയ ഗണ്യമായ സ്വാധീനം ചെലുത്തുന്നു.
-
കോട്ടിംഗ് മെറ്റീരിയലുകൾക്കുള്ള ആവശ്യകതകൾ
അമേരിക്കൻ പെട്രോളിയം ഇൻസ്റ്റിറ്റ്യൂട്ട് നിശ്ചയിച്ചിട്ടുള്ള മാനദണ്ഡങ്ങൾ അനുസരിച്ച്, സ്റ്റീൽ പൈപ്പുകൾ കുറഞ്ഞത് മൂന്ന് മാസമെങ്കിലും നാശത്തെ പ്രതിരോധിക്കണം. എന്നിരുന്നാലും, കൂടുതൽ തുരുമ്പ് പ്രതിരോധ കാലയളവുകൾക്കുള്ള ആവശ്യം വർദ്ധിച്ചിട്ടുണ്ട്, പല ഉപയോക്താക്കൾക്കും ഔട്ട്ഡോർ സ്റ്റോറേജ് സാഹചര്യങ്ങളിൽ 3 മുതൽ 6 മാസം വരെ പ്രതിരോധം ആവശ്യമാണ്. ദീർഘായുസ്സ് ആവശ്യകതയ്ക്ക് പുറമേ, കോട്ടിംഗുകൾ മിനുസമാർന്ന പ്രതലം നിലനിർത്തണമെന്നും, ദൃശ്യ നിലവാരത്തെ ബാധിച്ചേക്കാവുന്ന ഏതെങ്കിലും തുള്ളികളോ തുള്ളികളോ ഇല്ലാതെ ആന്റി-കൊറോസിവ് ഏജന്റുകളുടെ വിതരണം പോലും ഉറപ്പാക്കണമെന്നും ഉപയോക്താക്കൾ പ്രതീക്ഷിക്കുന്നു.

-
കോട്ടിംഗ് മെറ്റീരിയലുകളുടെ തരങ്ങളും അവയുടെ ഗുണങ്ങളും ദോഷങ്ങളും
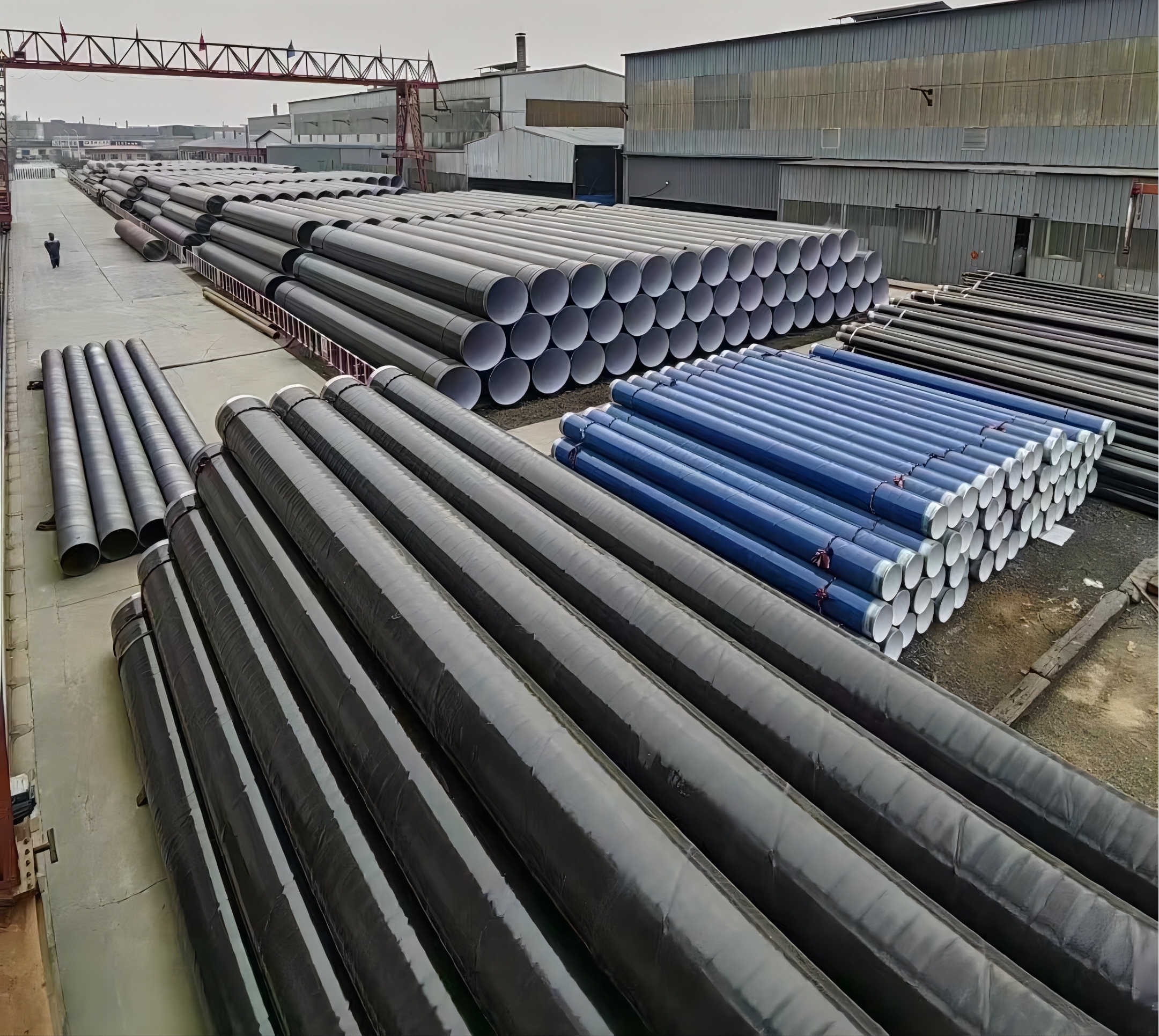
നഗര ഭൂഗർഭ പൈപ്പ് ശൃംഖലകളിൽ,സ്റ്റീൽ പൈപ്പുകൾഗ്യാസ്, എണ്ണ, വെള്ളം, മറ്റു വസ്തുക്കൾ എന്നിവ കൊണ്ടുപോകുന്നതിന് ഇവ കൂടുതലായി ഉപയോഗിക്കുന്നു. പരമ്പരാഗത അസ്ഫാൽറ്റ് വസ്തുക്കളിൽ നിന്ന് പോളിയെത്തിലീൻ റെസിൻ, എപ്പോക്സി റെസിൻ വസ്തുക്കളിലേക്ക് ഈ പൈപ്പുകൾക്കുള്ള കോട്ടിംഗുകൾ പരിണമിച്ചു. 1980 കളിൽ പോളിയെത്തിലീൻ റെസിൻ കോട്ടിംഗുകളുടെ ഉപയോഗം ആരംഭിച്ചു, വ്യത്യസ്ത ആപ്ലിക്കേഷനുകൾക്കൊപ്പം, ഘടകങ്ങളും കോട്ടിംഗ് പ്രക്രിയകളും ക്രമേണ മെച്ചപ്പെട്ടു.
3.1 പെട്രോളിയം അസ്ഫാൽറ്റ് കോട്ടിംഗ്
പരമ്പരാഗത ആന്റി-കൊറോസിവ് പാളിയായ പെട്രോളിയം ആസ്ഫാൽറ്റ് കോട്ടിംഗിൽ, ഫൈബർഗ്ലാസ് തുണിയും ഒരു ബാഹ്യ സംരക്ഷണ പോളി വിനൈൽ ക്ലോറൈഡ് ഫിലിമും ഉപയോഗിച്ച് ശക്തിപ്പെടുത്തിയ പെട്രോളിയം ആസ്ഫാൽറ്റ് പാളികൾ അടങ്ങിയിരിക്കുന്നു. ഇത് മികച്ച വാട്ടർപ്രൂഫിംഗ്, വിവിധ പ്രതലങ്ങളോട് നല്ല പറ്റിപ്പിടിക്കൽ, ചെലവ്-ഫലപ്രാപ്തി എന്നിവ വാഗ്ദാനം ചെയ്യുന്നു. എന്നിരുന്നാലും, താപനില വ്യതിയാനങ്ങൾക്ക് സാധ്യത, താഴ്ന്ന താപനിലയിൽ പൊട്ടൽ, പ്രത്യേകിച്ച് പാറക്കെട്ടുകളുള്ള മണ്ണിൽ വാർദ്ധക്യത്തിനും വിള്ളലിനും സാധ്യത എന്നിവ ഉൾപ്പെടെയുള്ള പോരായ്മകൾ ഇതിനുണ്ട്, ഇത് അധിക സംരക്ഷണ നടപടികളും വർദ്ധിച്ച ചെലവുകളും ആവശ്യമാണ്.
3.2 കൽക്കരി ടാർ ഇപ്പോക്സി കോട്ടിംഗ്
എപ്പോക്സി റെസിൻ, കൽക്കരി ടാർ അസ്ഫാൽറ്റ് എന്നിവ ഉപയോഗിച്ച് നിർമ്മിച്ച കൽക്കരി ടാർ എപ്പോക്സി, മികച്ച ജല-രാസ പ്രതിരോധം, നാശന പ്രതിരോധം, നല്ല പശ, മെക്കാനിക്കൽ ശക്തി, ഇൻസുലേഷൻ ഗുണങ്ങൾ എന്നിവ പ്രദർശിപ്പിക്കുന്നു. എന്നിരുന്നാലും, പ്രയോഗത്തിന് ശേഷം ഇതിന് കൂടുതൽ ക്യൂറിംഗ് സമയം ആവശ്യമാണ്, ഇത് ഈ കാലയളവിൽ കാലാവസ്ഥാ സാഹചര്യങ്ങളുടെ പ്രതികൂല ഫലങ്ങൾക്ക് ഇരയാകുന്നു. മാത്രമല്ല, ഈ കോട്ടിംഗ് സിസ്റ്റത്തിൽ ഉപയോഗിക്കുന്ന വിവിധ ഘടകങ്ങൾക്ക് പ്രത്യേക സംഭരണം ആവശ്യമാണ്, ഇത് ചെലവ് വർദ്ധിപ്പിക്കുന്നു.
3.3 ഇപ്പോക്സി പൗഡർ കോട്ടിംഗ്
1960-കളിൽ അവതരിപ്പിച്ച ഇപോക്സി പൗഡർ കോട്ടിംഗിൽ, പ്രീ-ട്രീറ്റ് ചെയ്തതും പ്രീ-ഹീറ്റ് ചെയ്തതുമായ പൈപ്പ് പ്രതലങ്ങളിൽ ഇലക്ട്രോസ്റ്റാറ്റിക്കലി പൊടി സ്പ്രേ ചെയ്യുന്നത് ഉൾപ്പെടുന്നു, ഇത് ഒരു സാന്ദ്രമായ ആന്റി-കൊറോസിവ് പാളി രൂപപ്പെടുത്തുന്നു. വിശാലമായ താപനില പരിധി (-60°C മുതൽ 100°C വരെ), ശക്തമായ അഡീഷൻ, കാഥോഡിക് ഡിസ്ബോണ്ട്മെന്റിനുള്ള നല്ല പ്രതിരോധം, ആഘാതം, വഴക്കം, വെൽഡ് കേടുപാടുകൾ എന്നിവ ഇതിന്റെ ഗുണങ്ങളാണ്. എന്നിരുന്നാലും, അതിന്റെ നേർത്ത ഫിലിം അതിനെ കേടുപാടുകൾക്ക് വിധേയമാക്കുന്നു, കൂടാതെ സങ്കീർണ്ണമായ ഉൽപാദന സാങ്കേതിക വിദ്യകളും ഉപകരണങ്ങളും ആവശ്യമാണ്, ഇത് ഫീൽഡ് പ്രയോഗത്തിൽ വെല്ലുവിളികൾ ഉയർത്തുന്നു. പല വശങ്ങളിലും ഇത് മികച്ചതാണെങ്കിലും, താപ പ്രതിരോധത്തിന്റെയും മൊത്തത്തിലുള്ള നാശ സംരക്ഷണത്തിന്റെയും കാര്യത്തിൽ പോളിയെത്തിലീനുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ഇത് കുറവാണ്.
3.4 പോളിയെത്തിലീൻ ആന്റി-കൊറോസിവ് കോട്ടിംഗ്
പോളിയെത്തിലീൻ മികച്ച ആഘാത പ്രതിരോധവും ഉയർന്ന കാഠിന്യവും വിശാലമായ താപനില ശ്രേണിയും നൽകുന്നു. മികച്ച വഴക്കവും ആഘാത പ്രതിരോധവും കാരണം, റഷ്യ, പടിഞ്ഞാറൻ യൂറോപ്പ് പോലുള്ള തണുത്ത പ്രദേശങ്ങളിൽ പൈപ്പ്ലൈനുകൾക്കായി ഇത് വ്യാപകമായി ഉപയോഗിക്കുന്നു, പ്രത്യേകിച്ച് താഴ്ന്ന താപനിലകളിൽ. എന്നിരുന്നാലും, വലിയ വ്യാസമുള്ള പൈപ്പുകളിൽ ഇത് പ്രയോഗിക്കുന്നതിൽ വെല്ലുവിളികൾ നിലനിൽക്കുന്നു, അവിടെ സ്ട്രെസ് ക്രാക്കിംഗ് സംഭവിക്കാം, കൂടാതെ വെള്ളം കയറുന്നത് കോട്ടിംഗിന് താഴെയായി തുരുമ്പെടുക്കാൻ ഇടയാക്കും, ഇത് കൂടുതൽ ഗവേഷണവും മെറ്റീരിയലിലും പ്രയോഗ സാങ്കേതിക വിദ്യകളിലും മെച്ചപ്പെടുത്തലുകളും ആവശ്യമാണ്.
3.5 ഹെവി ആന്റി-കൊറോഷൻ കോട്ടിംഗ്
സ്റ്റാൻഡേർഡ് കോട്ടിംഗുകളെ അപേക്ഷിച്ച് കനത്ത ആന്റി-കോറഷൻ കോട്ടിംഗുകൾ ഗണ്യമായി വർദ്ധിച്ച നാശന പ്രതിരോധം നൽകുന്നു. കെമിക്കൽ, മറൈൻ, ലായക പരിതസ്ഥിതികളിൽ 10 മുതൽ 15 വർഷം വരെ ആയുസ്സും, അസിഡിക്, ആൽക്കലൈൻ അല്ലെങ്കിൽ ഉപ്പുവെള്ള അവസ്ഥകളിൽ 5 വർഷത്തിൽ കൂടുതലും ആയുസ്സുള്ള, കഠിനമായ സാഹചര്യങ്ങളിൽ പോലും അവ ദീർഘകാല ഫലപ്രാപ്തി പ്രകടിപ്പിക്കുന്നു. ഈ കോട്ടിംഗുകൾക്ക് സാധാരണയായി 200μm മുതൽ 2000μm വരെയുള്ള ഡ്രൈ ഫിലിം കനം ഉണ്ട്, ഇത് മികച്ച സംരക്ഷണവും ഈടുതലും ഉറപ്പാക്കുന്നു. സമുദ്ര ഘടനകൾ, കെമിക്കൽ ഉപകരണങ്ങൾ, സംഭരണ ടാങ്കുകൾ, പൈപ്പ്ലൈനുകൾ എന്നിവയിൽ അവ വ്യാപകമായി ഉപയോഗിക്കുന്നു.
-
കോട്ടിംഗ് മെറ്റീരിയലുകളുമായി ബന്ധപ്പെട്ട പൊതുവായ പ്രശ്നങ്ങൾ
കോട്ടിംഗുകളുടെ സാധാരണ പ്രശ്നങ്ങളിൽ അസമമായ പ്രയോഗം, ആന്റി-കൊറോസിവ് ഏജന്റുകൾ തുള്ളിയായി വീഴുക, കുമിളകൾ രൂപപ്പെടുക എന്നിവ ഉൾപ്പെടുന്നു.
(1) അസമമായ ആവരണം: പൈപ്പ് പ്രതലത്തിൽ ആന്റി-കൊറോസിവ് ഏജന്റുകളുടെ അസമമായ വിതരണം അമിതമായ കോട്ടിംഗ് കട്ടിയുള്ള പ്രദേശങ്ങൾക്ക് കാരണമാകുന്നു, ഇത് പാഴാക്കലിന് കാരണമാകുന്നു, അതേസമയം നേർത്തതോ അല്ലാത്തതോ ആയ ഭാഗങ്ങൾ പൈപ്പിന്റെ ആന്റി-കൊറോഷൻ ശേഷി കുറയ്ക്കുന്നു.
(2) ആന്റി-കൊറോസിവ് ഏജന്റുകളുടെ തുള്ളികൾ: പൈപ്പ് ഉപരിതലത്തിൽ തുള്ളികൾ പോലെ തോന്നിക്കുന്ന ആന്റി-കൊറോസിവ് ഏജന്റുകൾ ഘനീഭവിക്കുന്ന ഈ പ്രതിഭാസം, നാശന പ്രതിരോധത്തെ നേരിട്ട് ബാധിക്കാതെ തന്നെ സൗന്ദര്യശാസ്ത്രത്തെ ബാധിക്കുന്നു.
(3) കുമിളകളുടെ രൂപീകരണം: പ്രയോഗിക്കുമ്പോൾ ആന്റി-കൊറോസിവ് ഏജന്റിനുള്ളിൽ വായു കുടുങ്ങിക്കിടക്കുന്നത് പൈപ്പിന്റെ ഉപരിതലത്തിൽ കുമിളകൾ സൃഷ്ടിക്കുന്നു, ഇത് രൂപഭാവത്തെയും കോട്ടിംഗിന്റെ ഫലപ്രാപ്തിയെയും ബാധിക്കുന്നു.
-
കോട്ടിംഗ് ഗുണനിലവാര പ്രശ്നങ്ങളുടെ വിശകലനം
എല്ലാ പ്രശ്നങ്ങളും പല കാരണങ്ങളാൽ ഉണ്ടാകുന്നു, പല ഘടകങ്ങളാൽ ഉണ്ടാകുന്നു; കൂടാതെ പ്രശ്നത്തിന്റെ ഗുണനിലവാരം എടുത്തുകാണിക്കുന്ന സ്റ്റീൽ പൈപ്പിന്റെ ഒരു ബണ്ടിലും നിരവധി ഘടകങ്ങളുടെ സംയോജനമാകാം. അസമമായ കോട്ടിംഗിന്റെ കാരണങ്ങളെ ഏകദേശം രണ്ട് തരങ്ങളായി തിരിക്കാം, ഒന്ന് സ്റ്റീൽ പൈപ്പ് കോട്ടിംഗ് ബോക്സിൽ പ്രവേശിച്ചതിനുശേഷം സ്പ്രേ ചെയ്യുന്നതിലൂടെ ഉണ്ടാകുന്ന അസമമായ പ്രതിഭാസം; രണ്ടാമത്തേത് സ്പ്രേ ചെയ്യാത്തത് മൂലമുണ്ടാകുന്ന അസമമായ പ്രതിഭാസം.
ആദ്യത്തെ പ്രതിഭാസത്തിന്റെ കാരണം വ്യക്തമായി കാണാൻ കഴിയും, കോട്ടിംഗ് ഉപകരണങ്ങളിൽ, സ്റ്റീൽ പൈപ്പ് കോട്ടിംഗ് ബോക്സിലേക്ക് 360° യിൽ സ്പ്രേ ചെയ്യുന്നതിനായി ആകെ 6 തോക്കുകൾ (കേസിംഗ് ലൈനിൽ 12 തോക്കുകളുണ്ട്) സ്പ്രേ ചെയ്യുമ്പോൾ. ഫ്ലോ വലുപ്പത്തിൽ നിന്ന് സ്പ്രേ ചെയ്യുന്ന ഓരോ തോക്കിന്റെയും വലുപ്പം വ്യത്യസ്തമാണെങ്കിൽ, അത് സ്റ്റീൽ പൈപ്പിന്റെ വിവിധ പ്രതലങ്ങളിൽ ആന്റികോറോസിവ് ഏജന്റിന്റെ അസമമായ വിതരണത്തിലേക്ക് നയിക്കും.
രണ്ടാമത്തെ കാരണം, സ്പ്രേയിംഗ് ഘടകത്തിന് പുറമേ, അസമമായ കോട്ടിംഗ് പ്രതിഭാസത്തിന് മറ്റ് കാരണങ്ങളുമുണ്ട്. സ്റ്റീൽ പൈപ്പിൽ തുരുമ്പ്, പരുക്കൻത, അതിനാൽ കോട്ടിംഗ് തുല്യമായി വിതരണം ചെയ്യാൻ പ്രയാസമാണ് എന്നിങ്ങനെ നിരവധി ഘടകങ്ങളുണ്ട്; എമൽഷനുമായി സമ്പർക്കം മൂലം ഇത്തവണ കോട്ടിംഗിനായി എമൽഷൻ ചെയ്യുമ്പോൾ സ്റ്റീൽ പൈപ്പ് ഉപരിതലത്തിൽ ജല സമ്മർദ്ദ അളവ് അവശേഷിക്കുന്നു, അതിനാൽ പ്രിസർവേറ്റീവ് സ്റ്റീൽ പൈപ്പിന്റെ ഉപരിതലത്തിൽ ഘടിപ്പിക്കാൻ പ്രയാസമാണ്, അതിനാൽ എമൽഷന്റെ സ്റ്റീൽ പൈപ്പ് ഭാഗങ്ങളുടെ കോട്ടിംഗ് ഉണ്ടാകില്ല, അതിന്റെ ഫലമായി മുഴുവൻ സ്റ്റീൽ പൈപ്പിന്റെയും കോട്ടിംഗ് ഏകതാനമല്ല.
(1) ആന്റികൊറോസിവ് ഏജന്റ് തൂങ്ങിക്കിടക്കുന്നതിന്റെ കാരണം. സ്റ്റീൽ പൈപ്പിന്റെ ക്രോസ്-സെക്ഷൻ വൃത്താകൃതിയിലാണ്, ഓരോ തവണയും സ്റ്റീൽ പൈപ്പിന്റെ ഉപരിതലത്തിൽ ആന്റികൊറോസിവ് ഏജന്റ് സ്പ്രേ ചെയ്യുമ്പോൾ, മുകൾ ഭാഗത്തെയും അരികിലെയും ആന്റികൊറോസിവ് ഏജന്റ് ഗുരുത്വാകർഷണ ഘടകം കാരണം താഴത്തെ ഭാഗത്തേക്ക് ഒഴുകും, ഇത് ഹാംഗിംഗ് ഡ്രോപ്പ് എന്ന പ്രതിഭാസത്തിന് കാരണമാകും. സ്റ്റീൽ പൈപ്പ് ഫാക്ടറിയുടെ കോട്ടിംഗ് പ്രൊഡക്ഷൻ ലൈനിൽ ഓവൻ ഉപകരണങ്ങൾ ഉണ്ടെന്നതാണ് നല്ല കാര്യം, ഇത് സ്റ്റീൽ പൈപ്പിന്റെ ഉപരിതലത്തിൽ സ്പ്രേ ചെയ്യുന്ന ആന്റികൊറോസിവ് ഏജന്റിനെ സമയബന്ധിതമായി ചൂടാക്കാനും ദൃഢമാക്കാനും ആന്റികൊറോസിവ് ഏജന്റിന്റെ ദ്രാവകത കുറയ്ക്കാനും കഴിയും. എന്നിരുന്നാലും, ആന്റികൊറോസിവ് ഏജന്റിന്റെ വിസ്കോസിറ്റി ഉയർന്നതല്ലെങ്കിൽ; സ്പ്രേ ചെയ്തതിന് ശേഷം സമയബന്ധിതമായി ചൂടാക്കിയില്ലെങ്കിൽ; അല്ലെങ്കിൽ ചൂടാക്കൽ താപനില ഉയർന്നതല്ലെങ്കിൽ; നോസൽ നല്ല പ്രവർത്തന നിലയിലല്ലെങ്കിൽ, മുതലായവ ആന്റികൊറോസിവ് ഏജന്റ് തൂങ്ങിക്കിടക്കുന്ന തുള്ളികളിലേക്ക് നയിക്കും.
(2) ആന്റികൊറോസിവ് ഫോമിംഗിനുള്ള കാരണങ്ങൾ. വായുവിന്റെ ഈർപ്പം പ്രവർത്തിക്കുന്ന സ്ഥലത്തിന്റെ അന്തരീക്ഷം കാരണം, പെയിന്റ് ഡിസ്പ്രഷൻ അമിതമാണ്, ഡിസ്പ്രഷൻ പ്രക്രിയയിലെ താപനില കുറയുന്നത് പ്രിസർവേറ്റീവ് ബബ്ലിംഗ് പ്രതിഭാസത്തിന് കാരണമാകും. വായുവിന്റെ ഈർപ്പം പരിസ്ഥിതി, താഴ്ന്ന താപനില സാഹചര്യങ്ങൾ, ചിതറിക്കിടക്കുന്ന പ്രിസർവേറ്റീവുകൾ ചെറിയ തുള്ളികളായി തളിക്കുന്നത് താപനില കുറയുന്നതിന് കാരണമാകും. താപനില കുറയുന്നതിന് ശേഷം ഉയർന്ന ഈർപ്പം ഉള്ള വായുവിലെ വെള്ളം സംരക്ഷകനുമായി കലർന്ന നേർത്ത ജലത്തുള്ളികളായി ചുരുങ്ങുകയും ഒടുവിൽ കോട്ടിംഗിന്റെ ഉള്ളിൽ പ്രവേശിക്കുകയും ചെയ്യുന്നു, ഇത് കോട്ടിംഗിൽ ബ്ലിസ്റ്ററിംഗ് പ്രതിഭാസത്തിന് കാരണമാകുന്നു.
പോസ്റ്റ് സമയം: ഡിസംബർ-15-2023